|
 |
| 產品知識 |
五金設備修理中軸承裝配加溫新方法(圖) |
|
發布時間:2012.02.09 新聞來源:軸承加熱器|感應加熱器|感應拆卸器-泰州明峰電器設備廠 瀏覽次數:
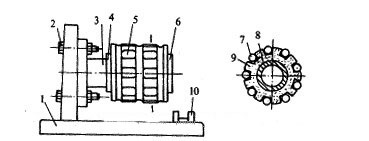
更換軸承常見的方法有兩種:一種是用乙炔氧氣對軸承直接加溫;另一種是對小型軸承采用油浸加溫,達到熱脹,擴大軸承內徑,以便裝配。這些方法在長期的設備維修中得到了廣泛的應用,基本滿足和解決了設備維修中軸承裝配問題。但這二種方法對保證軸承在加溫過程中受熱面積的溫度值是否均勻,很難確定。因為傳統的乙炔氧氣加熱都是單氣火嘴,而且加溫的過程只是憑經驗,被加溫的軸承溫度加到多少度合適很難掌握。溫度過高,會對軸承產生退火,降低軸承的機械性能;溫度過低,熱膨脹值不夠,難于裝配。在設備修理中,修理工有時因對軸承加溫不夠,軸承裝不到正確位置上,不得已被迫取下來重裝,從而增加了勞動強度。為此,我們特提出一種改變傳統對軸承加溫裝配的新方法。 1.用電加溫替代乙炔氧氣加溫。將平面電爐設計成為圓柱形電爐,取名為軸承電加溫器,如圖1所示。根據不同的軸承內徑可設計成不同功率和規格的軸承電加溫器(較好適用范圍在軸承內徑φ300mm/以上)。這種加溫裝置有如下優點:熱幅射均勻、穩定,被加溫軸承表面無煙塵,清潔、干凈,便于測量和控制軸承溫度。 1.支架2.螺栓螺母3.鐵襯筒4.內檔圈5.耐火筒6.外擋圈7.電加熱絲8.鐵襯筒9.耐火筒10.滑動軸承支架 綜上所述,軸承電加溫器優于傳統的乙炔氧氣加溫,是提高軸承裝配精度和工作效率、減輕勞動強度的有效方法。 上一篇: 軸承產品的加熱
下一篇: 滾動軸承加熱的安裝方法
您可能會感興趣的信息:
|